











多工位法的基本原理:通過一次裝夾多個工件,飛剪機達到縮短單位裝夾時間,延具有效切削時間的目的。多工位夾具即擁有多個定位夾緊位置的夾具。
隨著數控機床的發展和用戶提高生產效率的需要,
成組使用法可以充分利用數控機床行程,利于機床傳動部件的均衡磨損;同時相關夾具可獨立使用,實現多件裝夾,又可聯合使用,實現大規格工件裝夾。
局部快換法
局部快換法是通過對數控機床夾具的局部(定位元件、夾緊元件、對刀元件和引導元件)進行快速更換,達到迅速改變夾具功能或使用方式的目的。例如:快換組合平口鉗,可以通過快速更換鉗口實現裝夾功能的改變,
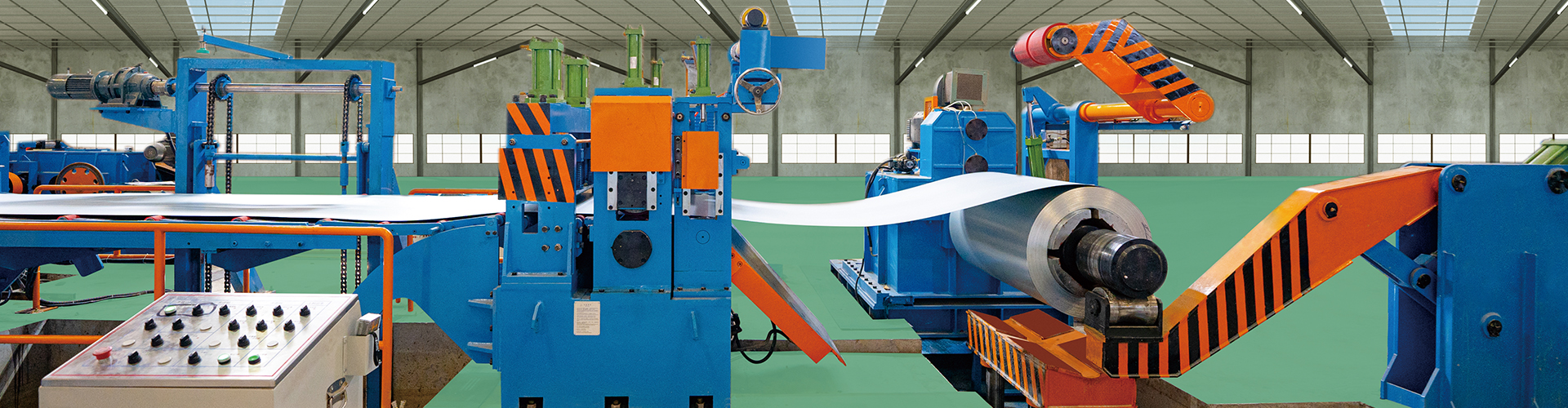
飛剪機電永磁夾具
飛剪機電永磁夾具是以釹鐵硼等新型永磁材料為磁力源,運用現代磁路原理而設計出來的一種新型夾具。大量的機加工實踐表明,電永磁夾具可以大幅提高數控機床、加工中心的綜合加工效能。

掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com