





飛剪切斷機應該保證良好的剪切質量——定尺準確、切面整齊和較寬的定尺調節范圍,同時還要有一定的剪切速度。為了滿足上述要求,飛剪的結構和性能,在剪切過程中需滿足下列要求:
1、剪刃的水平速度應該等于或稍大于軋件的運動速度。
2、兩個剪刃應具有較佳的剪刃間隙。
3、剪切過程中,剪刃較好作平面平移運動,即剪刃垂直于軋件的表面。
4、飛剪要按照一定的工作制度來工作,以保證定尺長度。






多工位法的基本原理:通過一次裝夾多個工件,飛剪機達到縮短單位裝夾時間,延具有效切削時間的目的。多工位夾具即擁有多個定位夾緊位置的夾具。
隨著數控機床的發展和用戶提高生產效率的需要,
成組使用法可以充分利用數控機床行程,利于機床傳動部件的均衡磨損;同時相關夾具可獨立使用,實現多件裝夾,又可聯合使用,實現大規格工件裝夾。
局部快換法
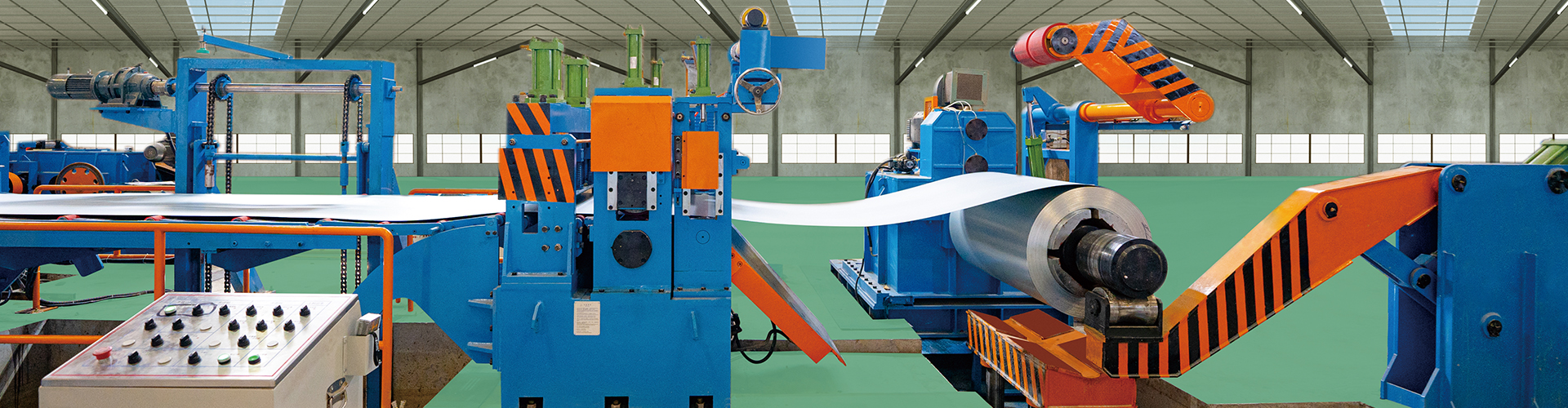
飛剪機配備了切割刀具,通常為旋轉的圓形刀片或刀輪。這些刀具以高速旋轉并施加壓力,以將材料切割或剪斷。切割操作:當材料進入切割區域時,切削刀具以高速旋轉,在切割線上施加切割力。為了兼顧高、低速的運動精度,除了要在機械上做得更好以外,只能將在快速運動時測得的反向偏差值作為補償值輸入,因此難以做到平衡、兼顧快速定位精度和切削時的插補精度。
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com