
服務(wù)熱線
13702918602












按故障產(chǎn)生的原因分類
1、數(shù)控機床自身故障。這類故障的發(fā)生是由于數(shù)控機床自身的原因所引起的,
2、數(shù)控機床外部故障。這類故障是由于外部原因所造成的,如;
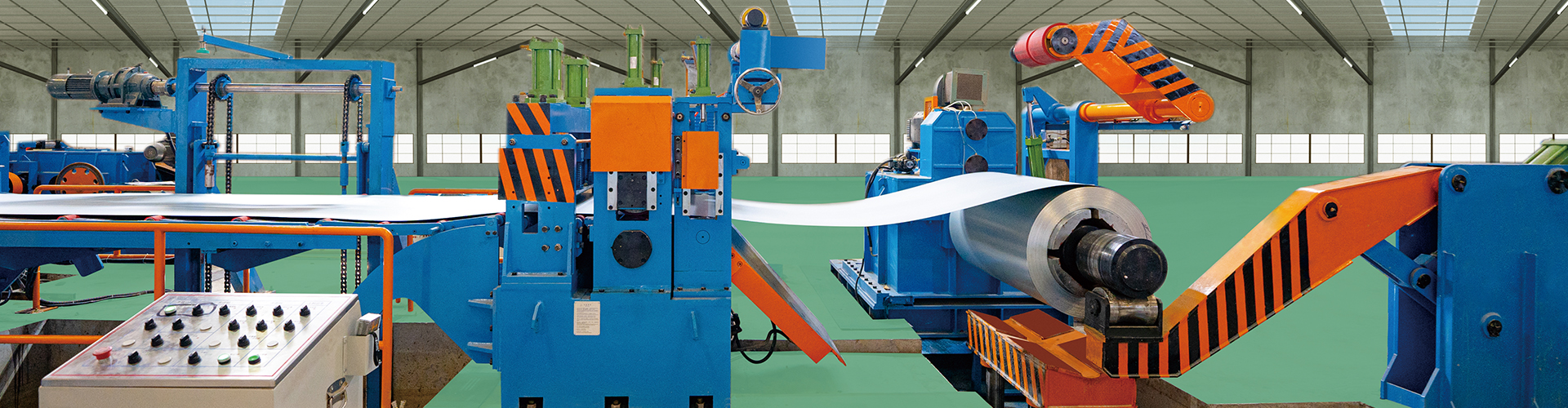
飛剪機供電電壓過低、過高,波動過大。
電源相序不正確或三相輸入電壓不平衡。飛剪機可配備控制系統(tǒng),以允許操作者調(diào)整切割參數(shù)和監(jiān)控工作過程。這些參數(shù)可以包括切割速度、切割力、切割寬度和切割長度等。
 高速飛剪機的切割速度可以根據(jù)材料的特性和所需的切割質(zhì)量進(jìn)行調(diào)整。通常可以通過控制面板、調(diào)速器、變頻器等設(shè)備來實現(xiàn)調(diào)節(jié)。也就是說有50萬臺以上的數(shù)控機床由于夾具選擇不合理或應(yīng)用不當(dāng),而出現(xiàn)了“窩工”現(xiàn)象;從另外一個角度來講,在數(shù)控機床夾具的選擇與應(yīng)用上大有文章可做,因為其中蘊含枱可觀的潛在經(jīng)濟效益。在操作過程中,參考供應(yīng)商提供的操作手冊和培訓(xùn)材料,確保準(zhǔn)確和安全地進(jìn)行調(diào)節(jié)。
高速飛剪機的切割速度可以根據(jù)材料的特性和所需的切割質(zhì)量進(jìn)行調(diào)整。通常可以通過控制面板、調(diào)速器、變頻器等設(shè)備來實現(xiàn)調(diào)節(jié)。也就是說有50萬臺以上的數(shù)控機床由于夾具選擇不合理或應(yīng)用不當(dāng),而出現(xiàn)了“窩工”現(xiàn)象;從另外一個角度來講,在數(shù)控機床夾具的選擇與應(yīng)用上大有文章可做,因為其中蘊含枱可觀的潛在經(jīng)濟效益。在操作過程中,參考供應(yīng)商提供的操作手冊和培訓(xùn)材料,確保準(zhǔn)確和安全地進(jìn)行調(diào)節(jié)。
掃一掃手機網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com