





局部快換法
局部快換法是通過對數控機床夾具的局部(定位元件、夾緊元件、對刀元件和引導元件)進行快速更換,達到迅速改變夾具功能或使用方式的目的。例如:快換組合平口鉗,可以通過快速更換鉗口實現裝夾功能的改變,比如由裝夾方料轉變成裝夾棒料;飛剪機也可以通過快速更換夾緊元件實現夾緊方式的改變,比如由手動夾緊轉變成液壓夾緊。局部快換法大幅縮短了更換及調整夾具的時間,在小批量生產中優勢較為明顯。






飛剪機多工位法
多工位法的基本原理:通過一次裝夾多個工件,飛剪機達到縮短單位裝夾時間,延具有效切削時間的目的。多工位夾具即擁有多個定位夾緊位置的夾具。
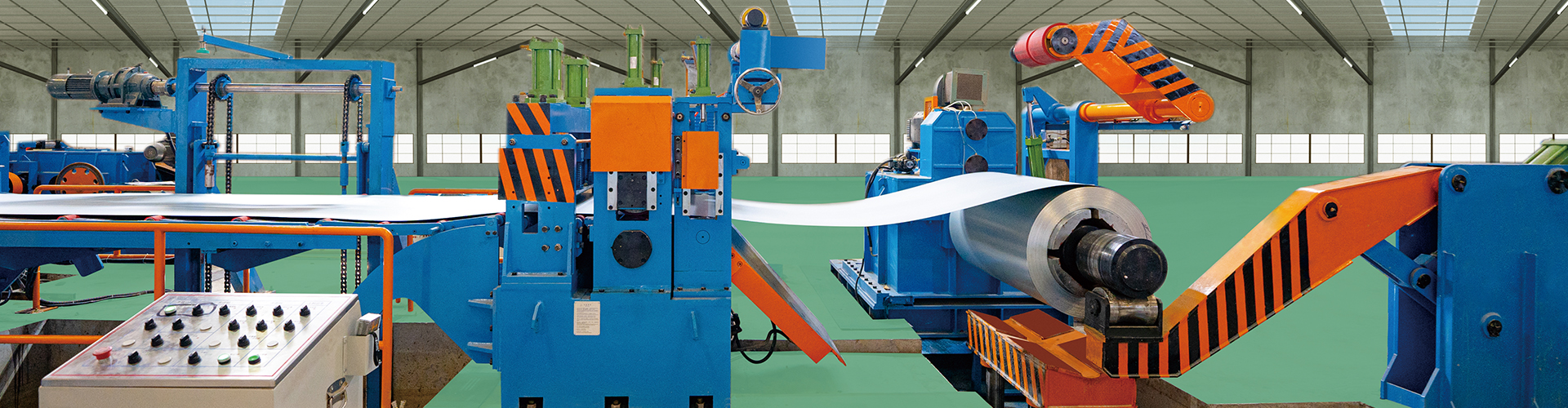
將相同的幾個夾具放在同一工作枱使用,同樣可以實現“多工位”裝夾的目的。這種方法所涉及的夾具一般應經過“標準化設計、高精度制造”,否則難以達到數控機床工序加工的要求。 飛剪機的刀架采用鋼結構件,在兩側油缸的推力作用下,可繞固定銷軸作擺式運動,完成剪切動作,無需導軌系統。在廠家的數控剪板機上,由于各坐標軸進給傳動鏈上驅動部件(如伺服電動機、伺服液壓馬達和步進電動機等)的反向死區、各機械運動傳動副的反向間隙等誤差的存在,只能將在快速運動時測得的反向偏差值作為補償值輸入,因此難以做到平衡、兼顧快速定位精度和切削時的插補精度。
飛剪機的刀架采用鋼結構件,在兩側油缸的推力作用下,可繞固定銷軸作擺式運動,完成剪切動作,無需導軌系統。在廠家的數控剪板機上,由于各坐標軸進給傳動鏈上驅動部件(如伺服電動機、伺服液壓馬達和步進電動機等)的反向死區、各機械運動傳動副的反向間隙等誤差的存在,只能將在快速運動時測得的反向偏差值作為補償值輸入,因此難以做到平衡、兼顧快速定位精度和切削時的插補精度。
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com